Ensuring Reliable Introduction of Properly Conditioned Bulk Materials
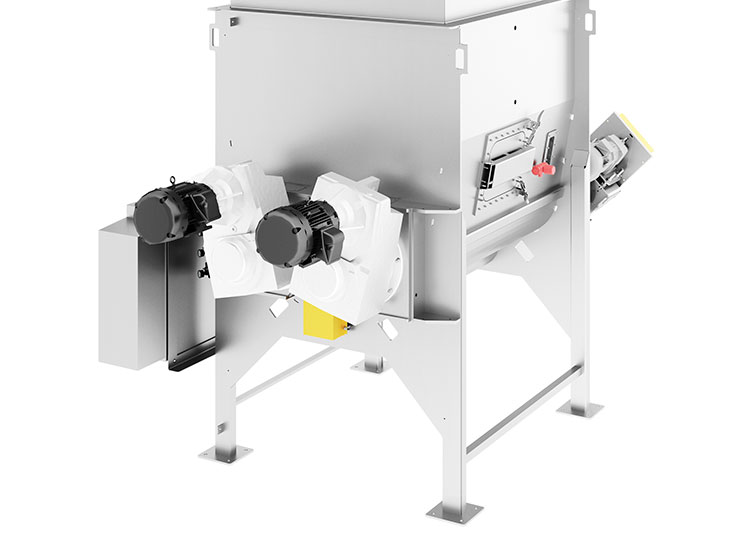
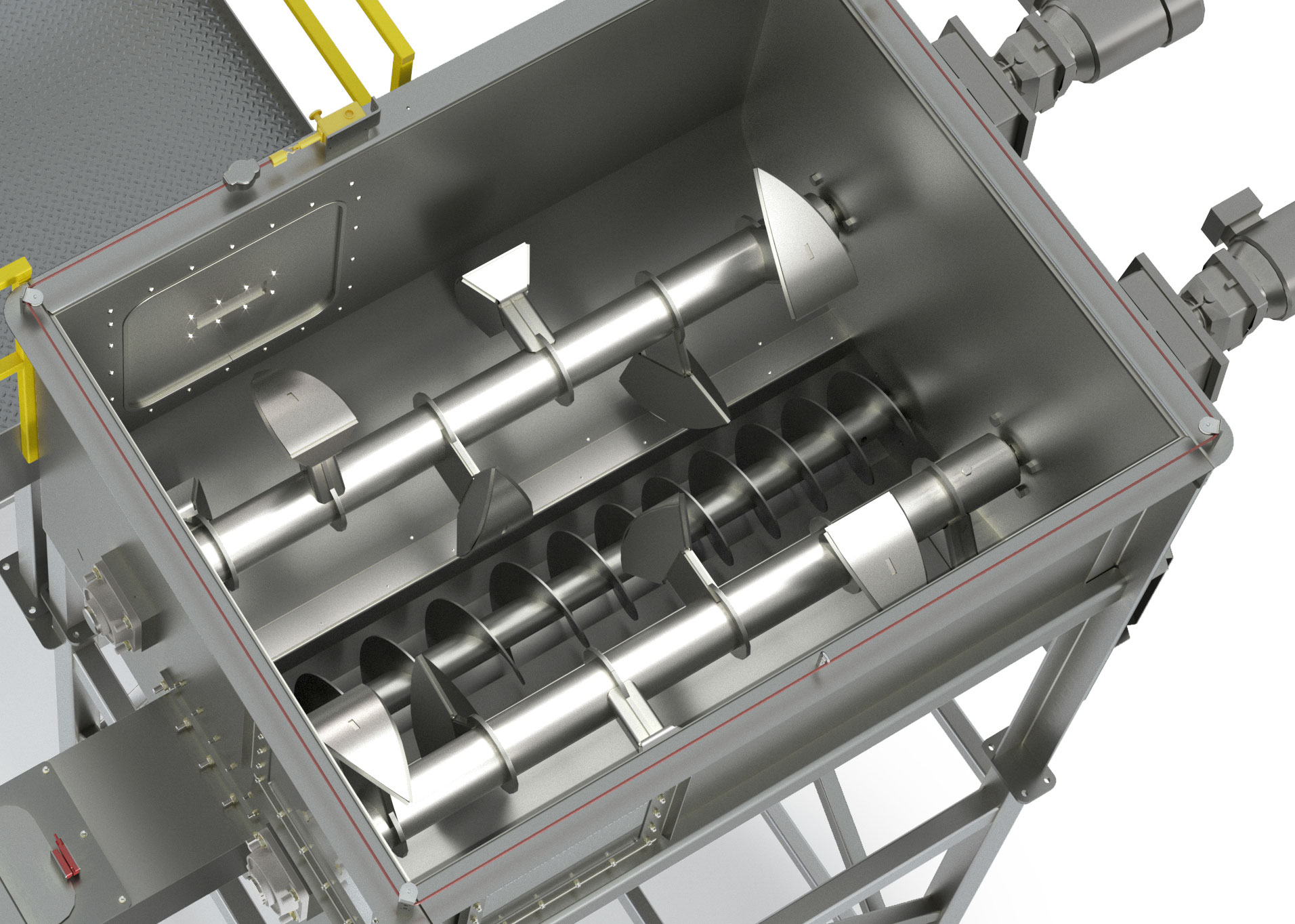
National Bulk Equipment agitator hopper systems are specifically engineered for bulk material processing applications where downstream production or packaging operations are highly dependent on consistent introduction of properly conditioned, accurately supplied bulk material.
Where infeed challenges such as bridging or ratholing are impediments to repeatable material supply, agitator hopper systems from NBE function as a vital stage in the processing sequence. National Bulk Equipment agitator hoppers are engineered to leverage our structural specifications with our controls and automation architecture to create an integrated infrastructure that improves operator interaction with the system, provides more comprehensive and actionable performance data, and reduces total cost of ownership.